

1. Колдонуу чөйрөсү
Спецификацияга Кадимки Диаметр NPS 10~NPS48, Кадимки басым классы (150LB~300LB) фланецтүү үч эксцентриктүү металл пломба көпөлөк клапандары кирет.
2. Продукт сүрөттөлүшү
2.1 Техникалык талаптар
2.1.1 Дизайн жана өндүрүш стандарты: API 609
2.1.2 Байланыш стандарты: ASME B16.5
2.1.3 Бетме-бет өлчөм стандарты: API609
2.1.4 Басым-температура классынын стандарты: ASME B16.34
2.1.5 Текшерүү жана сыноо (анын ичинде гидравликалык сыноо): API 598
2.2 Продукт Жалпы
Кош металл мөөр менен үч эксцентрик көпөлөк клапан BVMC негизги продуктыларынын бири болуп саналат, жана көп металлургия, жеңил өнөр жай, электр энергетика, нефтехимия, газ каналы жана башка тармактарда колдонулат.
3. Мүнөздөмөлөр жана колдонуу
структурасы үч эксцентрик жана металл отурат.Бул бөлмө температурасында жана/же жогорку температурада жакшы пломбалоо көрсөткүчүнө ээ.Кичинекей көлөмү, жеңилирээк салмагы, ийкемдүү ачылып жабылышы жана узак иштөө мөөнөтү дарбаза клапандарына же глобус клапандарына салыштырмалуу анын ачык артыкчылыктары болуп саналат.Бул металлургия, жеңил өнөр жай, электр энергетикасы, мунай химиясы, көмүр газ каналы жана башка тармактарда кеңири колдонулат, коопсуздукту колдонуу ишенимдүү, клапан заманбап ишканалардын оптималдуу тандоосу болуп саналат.
4. Структура
4.1 Эскиз 1де көрсөтүлгөндөй үч эселенген эксцентриктүү металл герметикалык көпөлөк клапаны
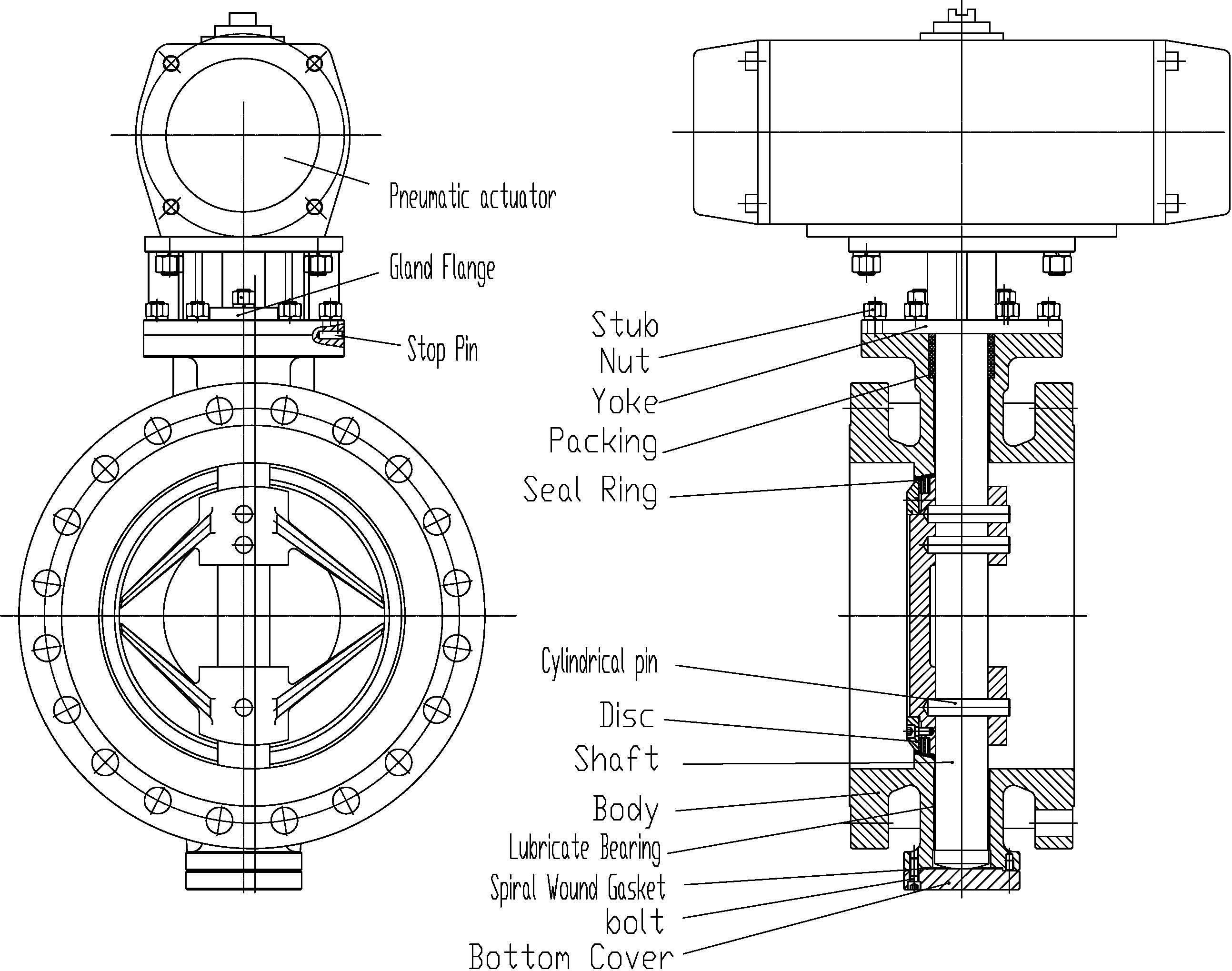
1-сүрөт Үч кабаттуу эксцентриктүү металл мөөр басуучу бабочка клапаны
5. Пломбалоо принциби:
2-сүрөт Эскиз 2де көрсөтүлгөндөй, типтүү үч эселенген эксцентриктүү металл мөөр басуучу көпөлөк клапаны BVMCтин типтүү продуктусу болуп саналат.
(а) Структуранын мүнөздөмөлөрү: Көпөлөк пластинкасынын (б.а. клапан борбору) айлануу борбору көпөлөк пластинкасынын герметикалоочу бети менен А кыйшаюусун жана клапан корпусунун борбордук сызыгы менен B кыйшаюусун түзөт.Жана мөөр бетинин жана отургучтун корпусунун борбордук сызыгынын ортосунда β бурч түзүлөт (б.а. дененин октук сызыгы)
(б) Тыюу принциби: Кош эксцентриктүү көпөлөк клапанынын негизинде, үч эксцентриктүү көпөлөк клапаны отургуч менен корпустун орто сызыктарынын ортосунда Angleβ түздү.Кыязы эффект 3-сүрөттө көрсөтүлгөндөй.Үч эселенген эксцентриктүү мөөр басуучу бабочка клапаны толук ачык абалда болгондо, көпөлөк плитасынын мөөр басуучу бети клапан отургучтун мөөр басуучу бетинен толугу менен бөлүнөт.Жана бабочка пластинкасынын бети менен дененин герметикалык бетинин ортосунда кош эксцентриктүү бабочка клапанындай эле боштук пайда болот.4-сүрөттө көрсөтүлгөндөй, β бурчтун пайда болушуна байланыштуу, β1 жана β2 бурчтары дисктин айлануу жолунун тангенс сызыгы менен клапан отургучтун мөөр басуучу бетинин ортосунда пайда болот.Дискти ачууда жана жабууда бабочка пластинкасынын мөөр бети акырындык менен бөлүнөт жана компакт болот, андан кийин механикалык эскирүүнү жана сүртүүнү толугу менен жок кылат.Клапанды сындырып ачканда, дисктин мөөр басуучу бети клапан отургучтан заматта бөлүнөт.Жана толугу менен жабылган учурда гана, диск отургучка жыгылат.4-сүрөттө көрсөтүлгөндөй, β1 жана β2 бурчтарынын пайда болушуна байланыштуу, көпөлөк клапаны жабылганда, пломба басымы көпөлөк клапанынын отургучунун ийкемдүүлүгү эмес, клапан валынын жетектөө моментинин генерациясынан пайда болот.Бул отургучтун материалынын эскирүүсүнөн, муздак агымдан, ийкемдүү жараксыз факторлордон келип чыккан мөөр эффектинин төмөндөшү жана бузулуу мүмкүнчүлүгүн гана жок кыла албайт жана дисктин моменти аркылуу эркин жөнгө салынышы мүмкүн, ошондуктан үч эселенген эксцентрик бабочка клапанынын мөөр басуу көрсөткүчү жана иштөө мөөнөтү абдан чоң болот. жакшыртылган.
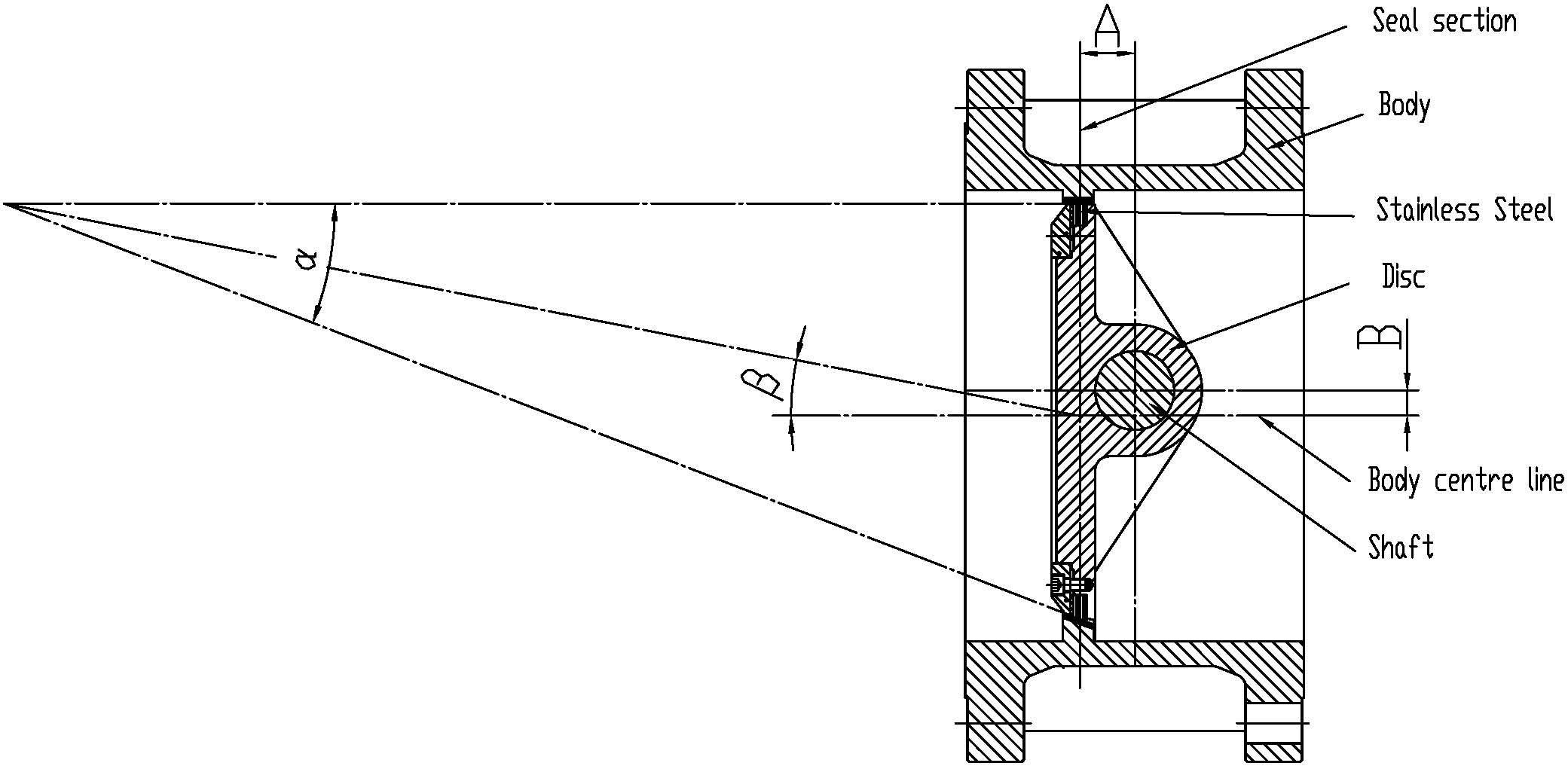
2-сүрөт Үч тараптуу эксцентриктүү эки тараптуу металл мөөр басылган көпөлөктүү клапан
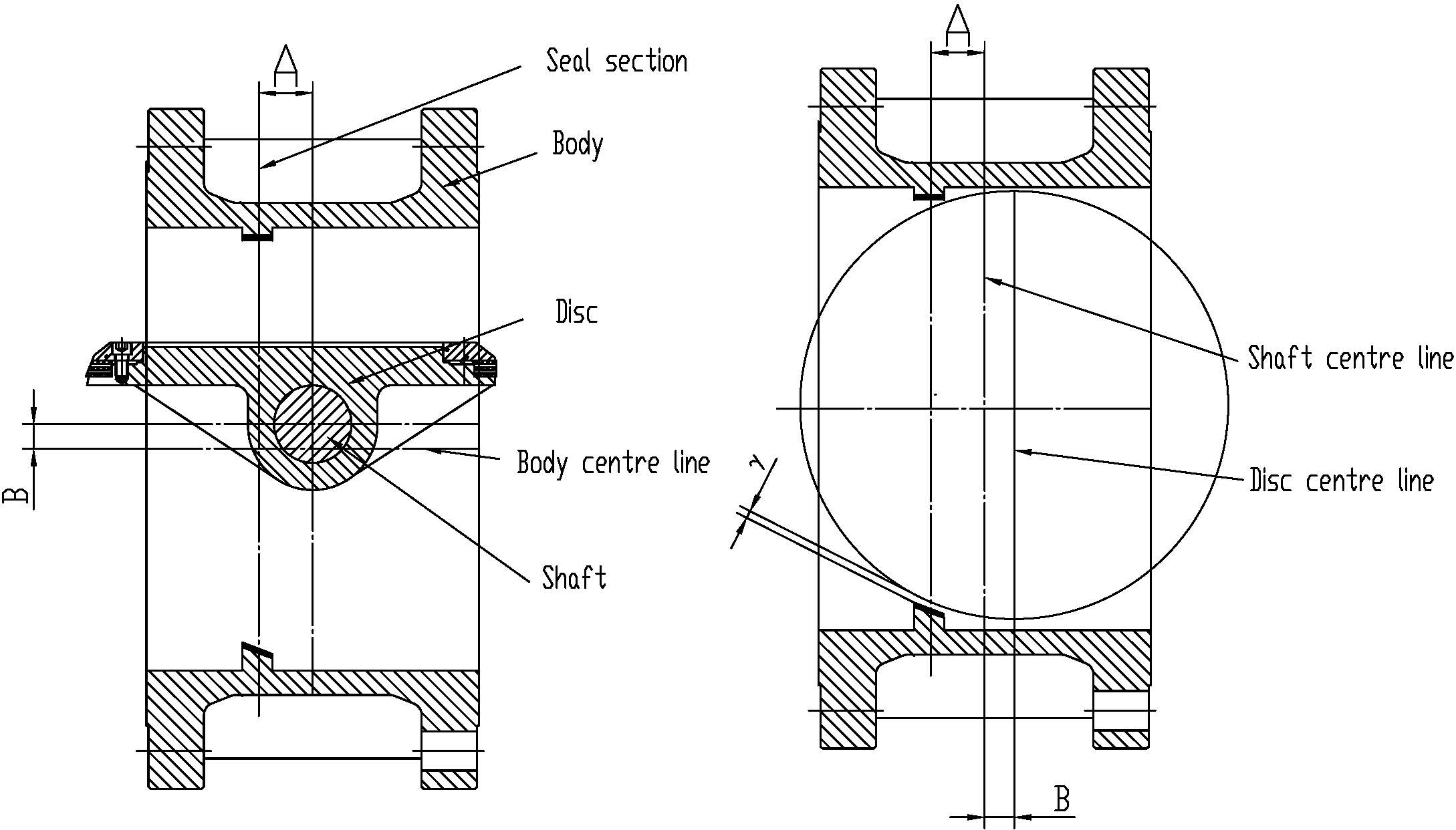
3-сүрөт Ачык абалда үч эселенген эксцентриктүү кош металлды жабуучу көпөлөктүү клапан үчүн диаграмма
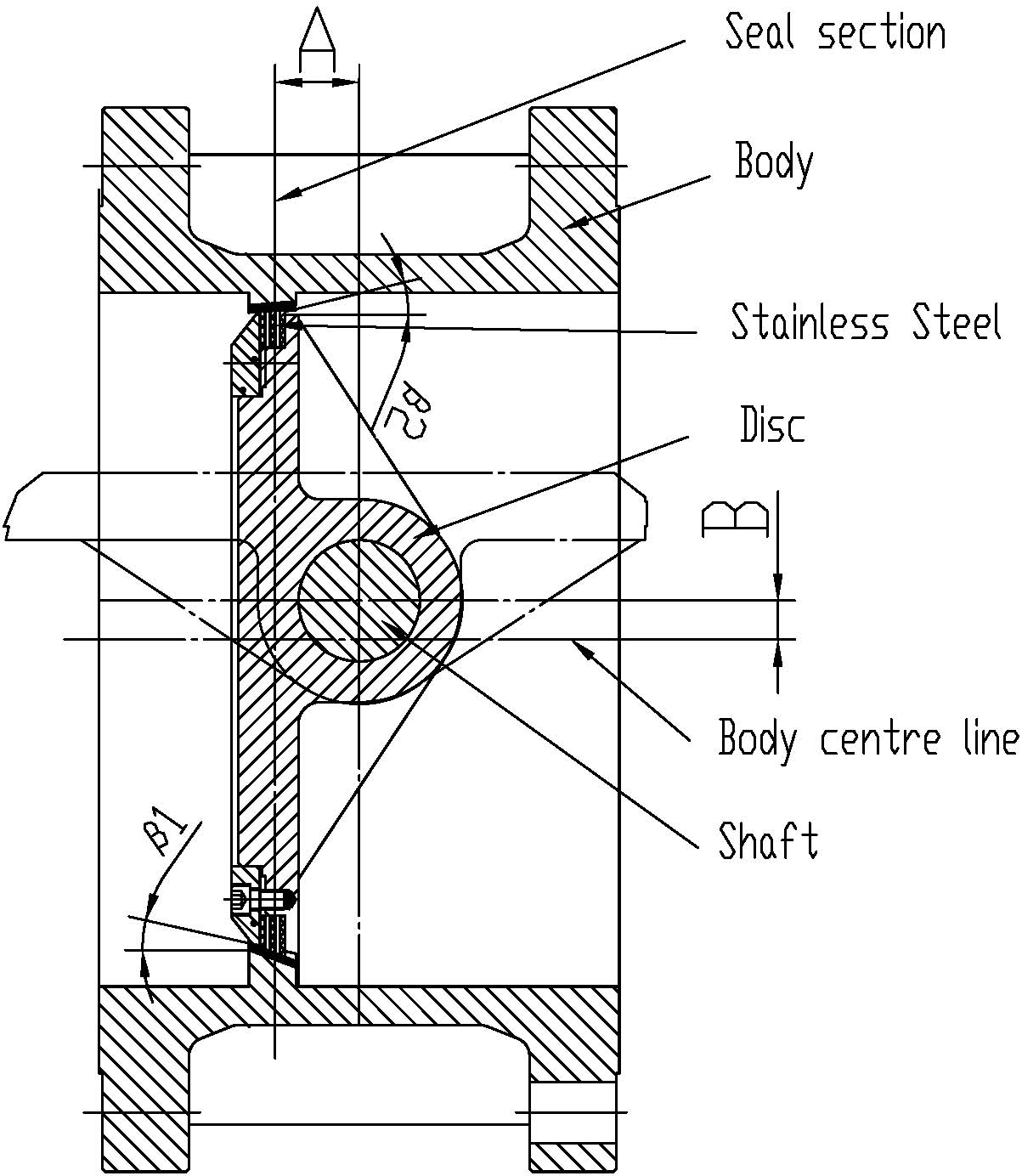
4-сүрөт Жабык абалында үч эселенген эксцентриктүү эки металлды жабуучу көпөлөктүү клапан үчүн диаграмма
6.1 Орнотуу
6.1.1 Орнотуудан мурун клапандын аталыш тактасынын мазмунун кылдаттык менен текшерип, клапандын түрү, өлчөмү, отургуч материалы жана температурасы түтүк өткөргүчтүн кызматына ылайык келээрин текшериңиз.
6.1.2 Орнотуудан мурун туташтыргычтардагы бардык болтторду текшерип, анын бир калыпта бекемделишине ынануу керек.Жана таңгактын кысуу жана пломбаланганын текшерүү.
6.1.3 Агымдын багытын көрсөтүүчү агым белгилери бар текшерүү клапаны,
Ал эми клапанды орнотуу агымынын жоболоруна ылайык болушу керек.
6.1.4 Түтүктү орнотуунун алдында анын майларын, ширетүү шлактарын жана башка аралашмаларды тазалоо жана тазалоо керек.
6.1.5 Клапанды акырын чыгарып, ыргытууга жана түшүрүүгө тыюу салуу керек.
6.1.6 Клапанды орнотууда клапандын учундагы чаң капкагын алып салышыбыз керек.
6.1.7 Клапанды орнотууда фланец прокладкасынын калыңдыгы 2 ммден ашык жана жээктин катуулугу 70 PTFE же орогуч прокладкадан жогору болсо, туташтыргыч болттордун фланеци диагональ боюнча бекемделиши керек.
6.1.8 Таңгактын бошоп калышына ташуудагы титирөөнүн жана температуранын өзгөрүшү, орноткондон кийин өзөндүн герметикасында агып кетсе, таңгактоочу бездин гайкаларынын тартылышы себеп болушу мүмкүн.
6.1.9 Клапанды орнотуудан мурун күтүлбөгөн жерден жасалма эксплуатациялоо жана техникалык тейлөө үчүн пневматикалык кыймылдаткычтын ордун орнотуу керек.Ал эми кыймылдаткыч өндүрүшкө киргизүү алдында текшерилип, сыналышы керек.
6.1.10 Кирүүчү текшерүү тиешелүү стандарттарга ылайык болушу керек.Эгерде ыкма туура эмес же адам тарабынан жасалган болсо, BVMC компаниясы эч кандай жоопкерчиликти албайт.
6.2 Сактоо жана тейлөө
6.2.1 Клапан көңдөйүнүн тазалыгын камсыз кылуу үчүн учулары кургак жана желдетилген бөлмөдө чаң жабуу менен жабылышы керек.
6.2.2 Узак мөөнөткө сактоо үчүн клапан кайра колдонулганда таңгактын жараксыздыгын текшерип, айлануучу бөлүктөргө майлоочу май куюу керек.
6.2.3 Клапандар кепилдик мөөнөттө (келишимге ылайык) колдонулушу жана сакталышы керек, анын ичинде прокладканы алмаштыруу, таңгактоо ж.б.
6.2.4 Клапандын иштөө шарттары таза болушу керек, анткени ал анын иштөө мөөнөтүн узарта алат.
6.2.5 Клапандар коррозияга туруштук берүүдөн коргоо жана жабдуулардын жакшы абалда экендигин текшерүү үчүн үзгүлтүксүз иштеши керек.
Эгерде орто суу же май болсо, клапандарды үч ай сайын текшерип туруу сунушталат.Ал эми чөйрө дат болсо, бардык клапандарды же клапандардын бир бөлүгүн ай сайын текшерип туруу сунушталат.
6.2.6 Аба чыпкасынын рельефтик басым клапаны үзгүлтүксүз агып турушу, булгануунун агымы, чыпка элементин алмаштыруу керек.Пневматикалык компоненттердин булганышын болтурбоо үчүн абаны таза жана кургак кармоо, бузулуунун себеби.("Пневматикалык кыймылдаткычты иштетүү боюнча нускаманы" караңыз)
6.2.7 Цилиндр, пневматикалык тетиктер жана түтүктөр газдын агып кетишине жол бербөө үчүн кылдат жана үзгүлтүксүз текшерилип турушу керек ("Пневматикалык кыймылдаткычты иштетүү боюнча нускаманы" караңыз)
6.2.8 Клапандарды оңдоодо тетиктерди кайра жууп, бөтөн денени, тактарды жана дат баскан жерлерди тазалоо керек.Бузулган прокладкаларды жана таңгактарды алмаштыруу үчүн мөөр бети бекитилиши керек.Гидравликалык сыноо оңдоодон кийин кайра жүргүзүлүшү керек, квалификациялуу колдоно аласыз.
6.2.9 Клапандын иштөө бөлүгү (мисалы, өзөн жана таңгактоочу пломба) эскириштен жана коррозиядан коргоо үчүн тазалыкты сактоого жана чаңды сүртүүгө тийиш.
6.2.10 Эгерде таңгактан агып кетсе жана таңгактоочу бездин гайкалары түздөн-түз тартылышы керек же таңгакты кырдаалга жараша өзгөртүү керек.Бирок таңгакты басым менен өзгөртүүгө жол берилбейт.
6.2.11 Эгерде клапандын агып кетиши онлайн режиминде же башка иштөө көйгөйлөрү үчүн чечилбесе, клапанды алып салуу төмөнкү кадамдарга ылайык болушу керек:
Коопсуздукка көңүл буруңуз: сиздин коопсуздугуңуз үчүн клапанды түтүктөн алып салуу, адегенде түтүктөгү чөйрө эмне экенин түшүнүү керек.Түтүктүн ичиндеги чөйрөнүн бузулушуна жол бербөө үчүн эмгекти коргоо шаймандарын кийүү керек.Ошол эле учурда түтүк орто басым буга чейин камсыз кылуу үчүн.Клапанды алуудан мурун клапан толугу менен жабылышы керек.
b. Пневматикалык түзүлүштү алып салуу (анын ичинде туташтыргыч гильза, "пневматикалык кыймылдаткычты иштетүү боюнча нускаманы" карап) өзөктөн жана пневматикалык түзүлүштөн зыян келтирбөө үчүн абайлап иштетүү керек;
c.Бабочка клапаны ачык болгондо, дисктин жана отургучтун мөөр шакеги, аларда чийик бар болсо, текшерилиши керек.Эгерде отургучта бир аз тырма болсо, аны өзгөртүү үчүн мөөр бетине зымырыт чүпүрөк же май колдонсо болот.Эгерде бир нече терең чийик пайда болсо, оңдоо үчүн тийиштүү чараларды көрүү керек, көпөлөк клапаны сыноодон өткөндөн кийин колдоно алат.
d. Эгерде сабактын таңгагы агып кетсе, таңгактоочу безди алып салуу керек, сабакты жана таңгакты үстү менен текшерип, штампта кандайдыр бир чийилген болсо, клапан оңдоодон кийин чогултулушу керек.таңгак бузулган болсо, таңгак алмаштыруу керек.
e.Эгер цилиндрде көйгөйлөр бар болсо, пневматикалык компоненттерди текшерип, газдын агымын жана абанын басымын, электромагниттик тескери клапан нормалдуу экендигин текшерет."Пневматикалык кыймылдаткычты иштетүү боюнча нускаманы" көрүү)
f.When газ пневматикалык түзүлүшкө салып, ал цилиндр эч кандай ичинде жана сыртында эч кандай агып жок экенин текшерет.Эгерде пневматикалык аппараттын пломбалары бузулса, иш басымынын моменти төмөндөшүнө алып келиши мүмкүн, андыктан бабочка клапанынын ачылышы жана жабылышы туура келбейт, үзгүлтүксүз текшерүүгө жана бөлүктөрдү алмаштырууга көңүл буруу керек.
Пневматикалык көпөлөк клапан башка бөлүктөрү жалпысынан оңдобойт.Эгерде зыян олуттуу болсо, фабрикага кайрылыңыз же заводдун тейлөөсүнө жөнөтүңүз.
6.2.12 Тест
Клапан тиешелүү стандарттарга ылайык сыноону оңдогондон кийин басымды сыноодон өтүшү керек.
6.3 Пайдалануу боюнча нускама
6.3.1 Цилиндрдик түзүлүштүн драйвери бар пневматикалык клапан клапанды ачуу же жабуу үчүн дискти 90° бурат.
6.3.2 Пневматикалык кыймылдаткыч көпөлөк клапанынын ачык-жабуу багыттары пневматикалык түзүлүштөгү позиция индикатору менен белгилениши керек.
6.3.3 Кесүү жана жөнгө салуу аракети бар көпөлөктүү клапан суюктуктарды өчүргүч жана агымды башкаруу катары колдонулушу мүмкүн.Көбүнчө басымдын чегинен чыгууга жол берилбейт - температуранын чек ара шарты же тез-тез алмашып туруучу басым жана температура шарттары
6.3.4 Бабочка клапаны жогорку басымдын айырмасына туруштук берүү жөндөмүнө ээ, жогорку басымдын айырмасы астында ачылган бабочка клапанынын жогорку басымдын дифференциалында да айлануусуна жол бербеңиз.Болбосо зыянга, ал тургай олуттуу коопсуздук кырсыгына жана мүлктү жоготууга алып келиши мүмкүн.
6.3.5 Пневматикалык клапандар көп колдонулат, кыймылдын натыйжалуулугу жана майлоо шарттары үзгүлтүксүз текшерилип турушу керек.
6.3.6 Көпөлөктүү клапанды жабуу үчүн пневматикалык түзүлүш сааттын жебеси боюнча, көпөлөк клапанын ачуу үчүн сааттын жебесине каршы.
6.3.7 Пневматикалык бабочка клапанын колдонууда абанын таза болушуна көңүл буруу керек, аба берүүнүн басымы 0,4 ~ 0,7 МПа.Аба өтмөктөрүн ачык кармоо үчүн, аба кирүүчү жана аба агымын тосууга жол берилбейт.Иштөө алдында, ал пневматикалык көпөлөк клапан кыймылы нормалдуу экенин байкоо үчүн кысылган абага кирүү керек.диск толук ачык же жабык абалда болсо да, ачык же жабык пневматикалык көпөлөк клапанына көңүл буруңуз.Клапандын абалына көңүл буруу жана цилиндрдин абалы ырааттуу.
6.3.8 Пневматикалык кыймылдаткычтардын ирек колунун түзүлүшү кол менен түзүлүш үчүн колдонулган тик бурчтуу башы болуп саналат.Кырсык болгондо, ал аба менен камсыздоо түтүгүн түздөн-түз ачкыч менен алып салышы мүмкүн, бул кол менен иштөөнү жүзөгө ашырат.
7. Каталар, себептер жана чечүү жолдору (1-табланы караңыз)
Таблетка 1 Мүмкүн болгон көйгөйлөр, себептер жана чечүү жолдору
| Каталар | Ийгиликсиздиктин себеби | Чечим |
| клапандар үчүн жылып клапан ийкемдүү эмес, кыйын | 1. Иштөө механизминин бузулушу2.Ачуу моменти өтө чоң3.Абанын басымы өтө төмөн 4.Цилиндрдин агып кетиши | 1. Пневматикалык түзүлүш үчүн электр чынжырын жана газ схемасын оңдоо жана текшерүү 4. Цилиндрди же бириктирүү булагын мөөр басуу шарттарын текшериңиз |
| Дөңгөлөктүн пакетинин агып кетиши | 1. Упаковка безинин болттору бош2.Таңгак же сабагы зыян | 1. Без болтторун 2 чыңдоо.Таңгакчаны же өзөктү алмаштырыңыз |
| агып кетүү | 1.Мөөрдүн орун басарынын жабылуу позициясы туура эмес | 1. Мөөрдүн орун басары үчүн жабуу позициясын жасоо үчүн кыймылдаткычты тууралоо туура |
| 2. Жабуу белгиленген орунга жетпейт | 1. Ачык-жабуу багытын текшерүү ордунда 2. Багыт иш жүзүндө ачык3 абалы менен синхрондоштуруу үчүн, кыймылдаткычтын спецификацияларына ылайык тууралоо.Кармап турган объектилерди текшерүү иштери жүрүп жатат | |
| 3. Клапандын бузулушунун бөлүктөрү①Орундуктун зыяны②Дисктин бузулушу | 1. Орунду алмаштырыңыз2.Дискти алмаштыруу | |
| Актуатордун иштебей калышы | 1.The негизги зыян жана drop2.The токтотуу пин кесип | 1. Ачкычты өзөк менен кыймылдаткычтын ортосуна алмаштырыңыз2.Токтотуу пинди алмаштырыңыз |
| Пневматикалык аппараттын бузулушу | "Клапан пневматикалык түзүлүшүнүн мүнөздөмөлөрүн" көрүү | |
Эскертүү: Тейлөөчү персонал тиешелүү билимге жана тажрыйбага ээ болушу керек.
Посттун убактысы: 19-май-2022